aktualności
Automat do fazowania rur i prętów Cu i Al
data dodania: 2014-05-20
Na zlecenie firmy ERGOM wykonano automat do zewnętrznego i wewnętrznego fazowania rur i prętów. Zakres fazowanych średnic: od 12 mm do 25,8 mm. Zakres długości obrabianych detali: od 32 mm do 280 mm. Obróbka detali odbywa się w uchwytach SCHUNK zamocowanych na tarczy podziałowej sześciopozycyjnej. Dokładny podział zapewnia jednostka podziałowa firmy WEISS. Obróbkę wykonują dwa wrzecienniki. Wrzecienniki posiadają indywidualny napęd posuwowy od serwonapędów poprzez śruby toczne. Prowadzenie suportów na prowadnicach tocznych HIWIN. Na maszynie zastosowano dodatkowy moduł hydro-pneumatyczny firmy TOX PRESSOTECHNIK do opcjonalnego nagniatania obrabianych rur. Podzespoły maszyny zabudowano w stalowej ramie (INOX). Sterowanie firmy B&R. Zapis programów i diagnostyka wyświetlana na ekranie dotykowym. Pneumatyka firmy SMC.





Modernizacja [odbudowa] szlifierki bezkłowej ESO-400 SCHAUBLIN
data dodania: 2014-03-15
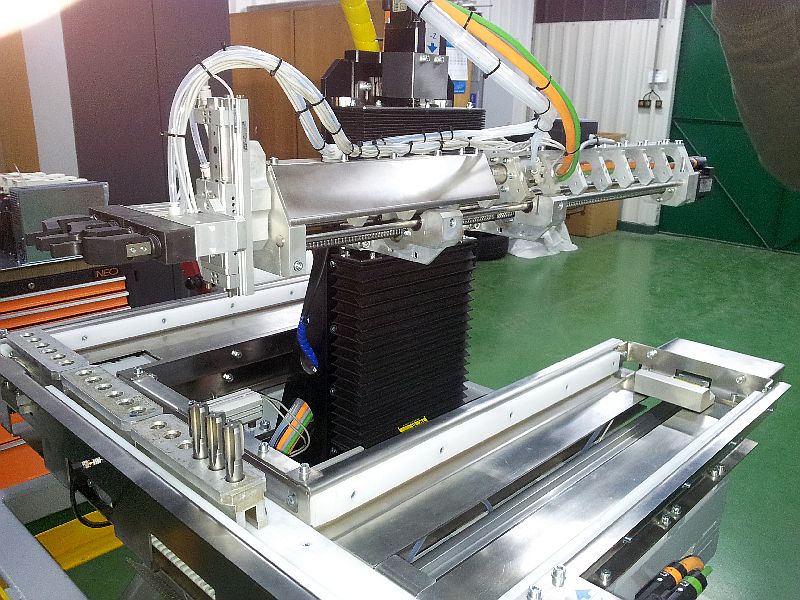
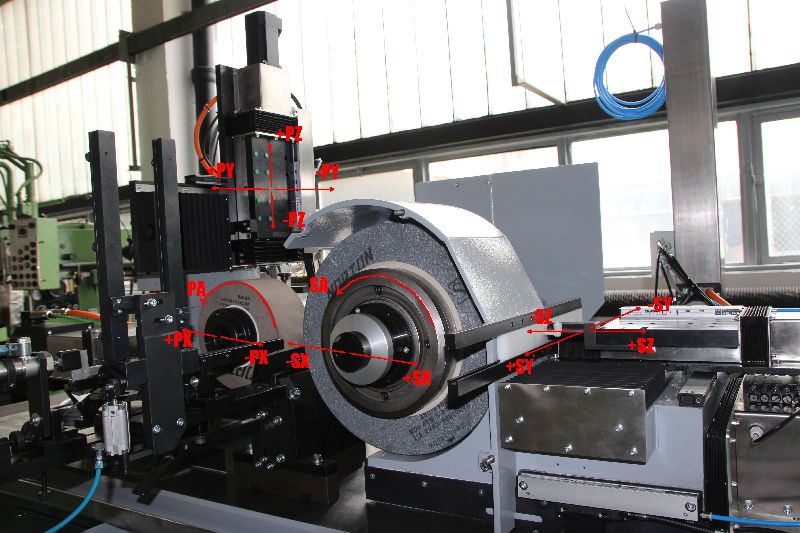
Na zlecenie firmy FANAR S.A wykonano pełną odbudowę szlifierki bezkłowej do szlifowania gwintowników. Maszyna została całkowicie zmodernizowana. Zastosowano podzespoły techniki liniowej HIWIN. Do napędu posuwowego obu ściernic wykorzystano serwonapędy. Podobnie wykonane zostały napędy suportów diamentowników ściernicy roboczej i pomocniczej. Sterowanie tymi napędami wykonano w technice CNC. Programowanie za pomocą G- kodów wprowadzanych z pulpitu graficznego. Napęd ściernicy pomocniczej uzyskiwany jest z serwonapędu co pozwala na uzyskanie znacznego zakresu regulacyjnego. Ściernica robocza napędzana jest silnikiem asynchronicznym dużej mocy sterowanym falownikiem. Do pomiaru drogi wszystkich suportów zastosowano liniały optyczne o rozdzielczości 0,0001mm. Dodatkowo na maszynie zaaplikowano system automatycznego dynamicznego wyważania firmy SCHMIDT co zdecydowanie porawia jakość obróbki. System sterowania maszyną pochodzi od firmy B&R. Sterowanie wszystkimi funkcjami jest możliwe w cyklu ustawczym - ręcznym a także maszynowym - produkcyjnym. Zapis parametryczny opracowanych programów w odmianach technologicznych odbywa się w pamieci maszyny z możliwością archwizowania na zewnatrz. Obsługa maszyny wykonywana jest poprzez kolorowy panel dotykowy 19". Diagnostyka błędów lub niesprawności wyświetlana jest na monitorze. Opcjonalnie, jeżeli maszyna podłączona jest do internetu, możliwa jest diagnostyka zdalna.
Na zdjęciach pokazano maszynę w stanie przed i po modernizacji. Na kolejnym zdjęciu pokazano osie sterowane maszyny (zdjęcie wykonano w fazie montażu).



Automatyczny podajnik gwintowników
data dodania: 2014-01-01
Wykonany dla firmy FANAR S.A. automatyczny podajnik gwintowników.