

aktualności
Maszyna do natrysku preparatem SIZOL
data dodania: 2013-06-12
Dla firmy DBW POLSKA wykonano inną, niż to miało miejsce wcześniej, maszynę do natryskiwania mat prepratem SIZOL. Maty do natrysku na tej maszynie układa się wewnątrz obrotowej płyty siatkowej. Powykonaniu procesu natrysku zespołem głowic pracujacych w układzie X-Y następuje obrócenie płyty siatkowej o 180 stopni i ponowny natrysk drugiej strony mat. Takie rozwiazanie pozwala na znacznie skuteczniejsze prowadzenie procesu. Oprogramowanie wprowadza się z dotykowego panelu operatorskiego i zapisuje w postaci receptur wywoływach stosownie do potrzeb technologicznych. Zastosowano sterowanie i napędy serwo firm B&R oraz LENZE. Pneumatyka firmy SMC. Konstrukcja maszyny wykonana w załości ze stali kwasoodpornej (AISI 304). Zespoły prowadnic pochodzą od firmy HEPCO (wykonanie nierdzewne).




Szlifierka do szlifowania narzynek
data dodania: 2013-03-20
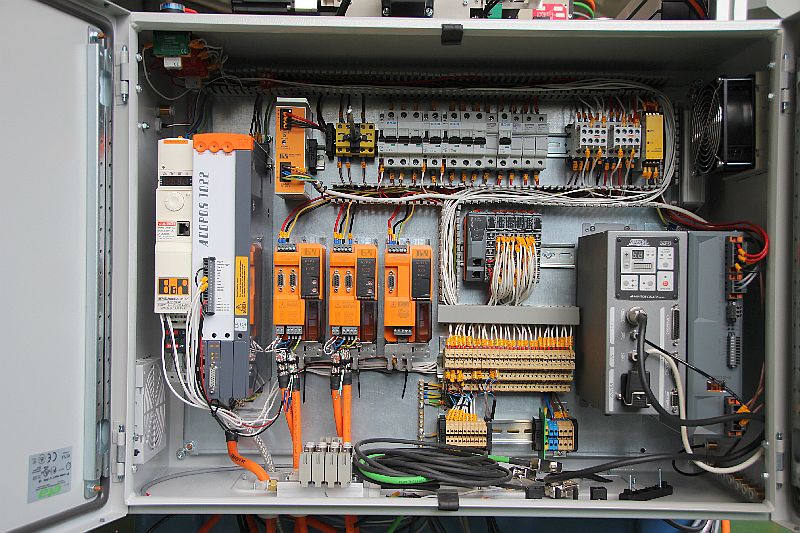
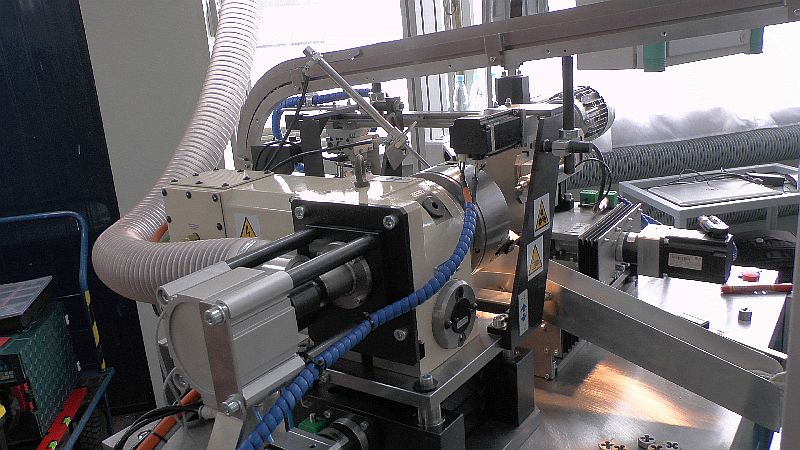
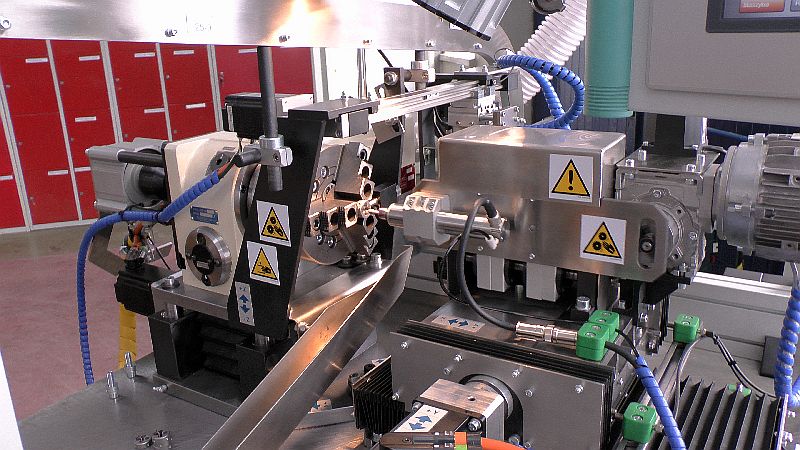
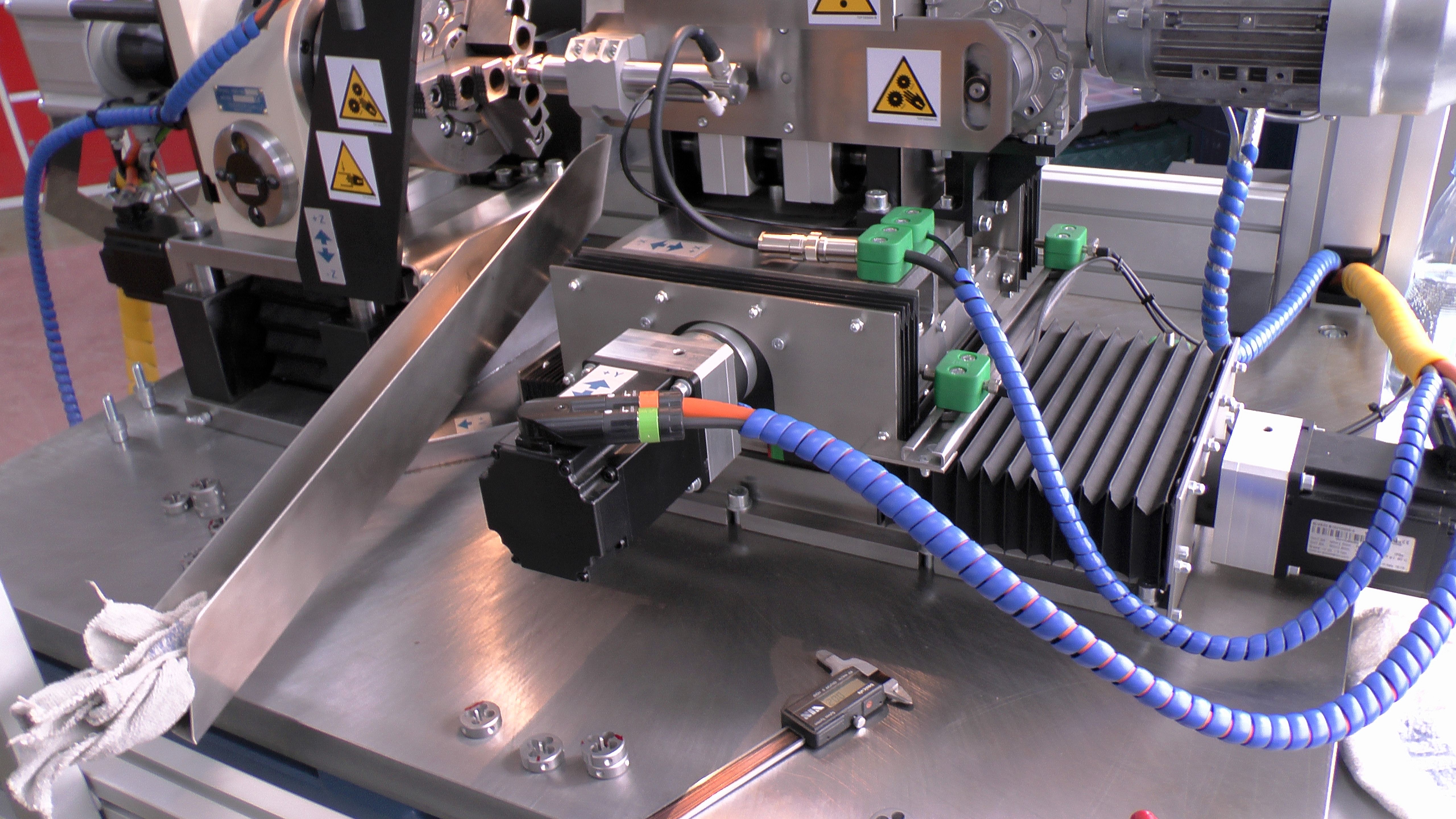
Na zlecenie firmy FANAR S.A. wykonano serię sześciu sztuk szlifierek specjalnych do szlifowania powierzchni natarcia i skośnej powierzchni natarcia narzynek. Maszyny służą do szlifowania narzynek od gabarytu 20 (M3) do gabarytu 55 (M24) w różnych odmianach. Maszyny pracują w cyklu automatycznym. Szlifowanie odbywa się ściernicami z borazonu (CBN). Zastosowano elektrowrzeciona japońskiej firmy SFIDA. Możliwa jest płynna regulacja obrotów wrzeciona do 60.000 obr./min. Programowanie maszyn odbywa się z poziomu ekranu dotykowego. Zapisywana jest technologia i parametry w postaci receotur. Do nadzoru nad gniazdem sześciu maszyn wystarcza jeden pracownik. System sterowania i napędy firmy B&R. Pneumatyka SMC a podzielnice elektroniczne firmy TSUDACOMA. Na jednym ze zdjęć pokazano wnętrze szafy sterowania.


Przyrząd do perforacji rurek HDPE
data dodania: 2012-12-11

Na zdjęciu pokazano fragment przyrządu (głowicę) do ciągłej perforacji rurek z HDPE. Zespół czterech głowic jeżowych synchronizowanych przegubami Cardana wykonuje cztery tory nakłóć na rurkach podawanych z extrudera. Średnica rurek jest zmienna (regulowana) w przedziale od 12 do 23 mm. Prędkość pracy przyrządu - do 10 m/min. Odległości pomiędzy nakłuciami - 5 mm. Przyrząd ma zastosowanie przy produkcji osłonek w branży wędliniarskiej.